High-pressure generation with eco+
For pressures above 80 bar and flow rates well above 16 litres per minute, Müller uses either regulated piston pumps or frequency-controlled drives under the eco+ dynamic power concept. General advantages of the eco+ dynamic power concept: increased energy efficiency, lower heat input, increased temperature stability, higher efficiency. The eco+ variable speed pump technology in particular stands for lower heat input through perfect utilisation of resources. The high performance efficiency of the pump requires lower drive power compared to conventional fixed displacement pumps and combines this with the mechanical adjustment of the flow rate to the actual demand. The pump is also characterised by its quiet running performance. Additional customer benefits: no disruptive high-frequency sounds in production, lower energy costs!
High-pressure technologies
There are a wide variety of technologies for generating high-pressure applications for machine tools. Depending on the medium, i.e. mainly on its composition and viscosity, a distinction is made between optimum and non-optimum performance pumps. As we generally deal with two cooling media in the area of cooling lubricants, we concentrate on pump technologies that have proven themselves in conjunction with cutting oils and water-based emulsions (min. oil content of 8 %). In recent years, many biological cooling lubricants and synthetic cooling lubricants have also come onto the market, which we can basically serve with our pump technologies. Depending on the requirements and application, we offer four solution approaches with different pump technologies. In the application-related selection, the focus is equally on sustainably improving efficiency in high-pressure generation and increasing process reliability.
| Type of pump | Remark | Efficiency class | Max. Pressure with oil* | Minimum required medium purity |
|---|---|---|---|---|
| Piston pump | Performance-optimised pump, especially at high pressures. High efficiency. Susceptible to contamination. Requires good filtration. | 70-95 % | 300 bar | 30 µm |
| Gear pump | Performance-optimised pump. Wears out more quickly at high pressures and continuous use. High efficiency. Susceptible to contamination. Requires good filtration. | 70-90 % | 100 bar | 40-60 µm |
| Screw pump | Pump not susceptible to contamination, but with relatively poor efficiency. Ideal up to 80 bar. High drive power is required at high pressures. | 50-85 % | 150 bar | 60-80 μm |
| Plunger pump | Piston pump principle for very high pressures. However, poor efficiency. Requires very high drive power and very good filtration. | 60-85 % | 1200 bar | 10-20 µm |
*Recommendation from Müller Hydraulik based on many years of experience
The efficiency class of a pump plays an enormously important role when it comes to configuring a cooling lubricant or high-pressure system for optimum performance. Basically, it indicates how high the motor drive power must be in order to achieve a certain pressure at a certain delivery rate. It is always important to consider the performance curve of a pump in relation to its motor. There are big differences here. Performance-optimised pumps generally have a stable pressure-performance curve. Less performance-optimised pumps, on the other hand, very often have a drop in the performance curve. This can lead to problems with process stability during performance generation.
The vane pump is often cited as a high-pressure pump. This pump is a technically very valuable and also very efficient pump, but it is equipped with a very delicate inner workings which, according to our experience, tends to wear quickly depending on the medium and filtration. For this reason, we do not use this pump technology in the manufacture of cooling lubricant systems for machine tools.
Relevant pump technologies
Below you will find some detailed information on the four pump technologies we use today. We offer you the following high-pressure pump technologies as core competences for high-pressure generation on our high-pressure systems and pressure boosting systems and high-pressure conveyor combination systems:
Piston pump (axial or radial)
- Design as a fixed displacement pump without mechanical controller but with frequency converter (eco+ frequency converter)
- Version as a mechanical control pump with maximum energy efficiency (eco+ control pump)
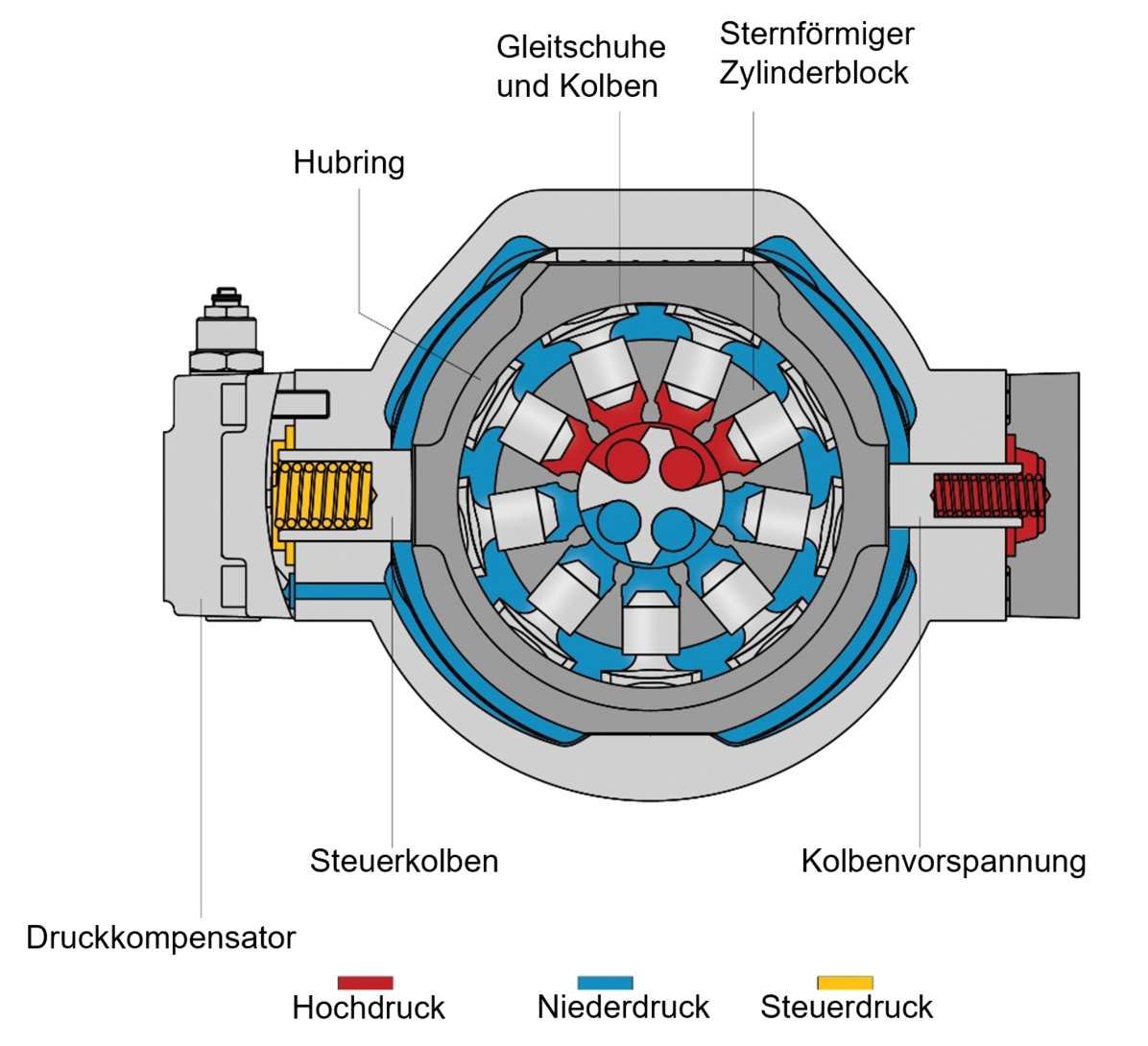
eco+ regulating pump
At Müller Hydraulik, the eco+ dynamic power concept stands for energy-efficient pump technologies with self-regulating piston pumps or frequency-controlled drives. Advantages of the eco+ dynamic power concept: increased energy efficiency, lower heat input, increased temperature stability, higher efficiency.
- Stroke ring moves to the right or left as required via control piston
- Delivery rate increases or decreases
- Regulation takes place in the millisecond range
- The pressure remains constant, as preset
Gear pump
- Conventional gear pump with robust cast housing and hardened gears with and without eco+ frequency inverter
- Internal gear pump with and without eco+ frequency inverter
Screw pump without and with eco+ frequency inverter
Plunger pump with and without eco+ frequency inverter
Why KSS high pressure? When and which high-pressure pump technology?
High-pressure systems in machining with machine tools with pressures well above 50 bar are used today primarily for general support of the machining process. There are many positive aspects to this, which we have described in more detail elsewhere. But regardless of the application and the cooling lubricant medium, there is almost always an enormous improvement in the service life of the tools used and in the surface quality of the workpieces. These advantages can basically be observed in every type of machining, as well as on a wide variety of machine tool types, be it a conventional lathe, a multi-spindle machine tool or even a machining centre. As a manufacturer, we have a wide range of products in the form of a modular system for all users with the exception of grinding machines, which we do not currently serve.
However, there is one machine tool type in particular on which we are focussing: automatic lathes. Here we are the market leader in Europe with our wide range of solutions for the machine types available on the market.
What is a sliding headstock automatic lathe?
A sliding headstock automatic lathe is a special machine tool that is used in manufacturing technology to produce precise and complex turned parts from various materials. These machines are particularly suitable for the series production of long, cylindrical components, as they offer a high level of automation and efficiency. Automatic lathes can perform several machining steps in a single pass, which shortens production time and increases accuracy. The majority of machining is carried out using cutting oils for tool cooling. The machining process is characterised in particular by the machining of high-alloy materials, in which very small and deep holes often have to be drilled. For this reason, the sliding headstock automatic lathe is very often equipped with so-called high-pressure systems for internally cooled tools ex works or retrofitted in the field. They are frequently found in the automotive industry, in mechanical engineering and in other areas of industrial production. In particular in medical technology, the watchmaking industry, engine and gear parts production, as well as in parts of the furniture industry and many more.
What makes our combiloop, combistream and chipstream systems so attractive for the world of sliding headstock automatic lathes?
Operators of production facilities with sliding headstock automatic lathes are generally designed for high output. They need fast cycle times, very high pressures, high precision with optimum space utilisation and maximum energy efficiency. And this is where we come in: regardless of whether the high-pressure system is placed under the bar feeder or parallel to it, we have the modular solution for pressures of up to 300 bar and flow rates of up to 60 l/min. And that as standard. But we top this with a unique energy efficiency concept, which is characterised above all by applications in cutting oil and shows its full class with high-alloy materials as well as with filigree and deep bores. By using our eco+ mechanically self-regulating piston pump, we achieve excellent energy savings for our partners and customers compared to other technologies. We would like to demonstrate this economically using the following example:
- Control pump has 100 per cent control range (can deliver up to 0 l/min)
- Frequency inverters have a maximum control range of 70%. At a maximum pump output of 20 l/min, at least 6 l/min are always delivered).
- No energy loss with mechanical control pump compared to frequency inverter.
- No additional cooling of the control cabinet necessary compared to frequency inverters installed there.
| eco+ regulating pump | Gear pump with frequency converter | Screw pump with VFD | Vane pump with FU | |
|---|---|---|---|---|
| Power consumption in kW | 5,556 | 5,882 | 7,692 | 5,882 |
| Total costs per year in EUR | 2453,33 € | 2597,65 € | 3396,92 € | 2597,65 € |
| eco+ electricity costs per year in EUR | 1796,49 € | 2139,85 € | 2940,94 € | 2139,85 € |
| Potential savings eco+ effect | -656,84 € | -457,80 € | -455,99 € | -457,80 € |
| Power loss FU in EUR | 0 € | 256,08€ | 351,99 € | 256,08€ |
| Additional cooling FU in EUR | 0 € | 128,04 € | 175,99 € | 128,04 € |
| Effective electricity costs per year in EUR | 1796,49€ | 2523,96 € | 3468,92 € | 2523,96 € |
| Possible savings potential (in %) Control pump technology versus... | 29 % | 48 % | 29 % |
