Steuerungsentwicklung
Die wesentlichen Aufgaben der Steuerung sind für uns eine intelligente Ausnutzung der Hochdruckanlage und eine stabile Kommunikation mit der Werkzeugmaschine,
- um Vorgaben der Maschinenverordnung umzusetzen sowie Systemfehler zu identifizieren und so die Sicherheit der Maschine und des Produktionsprozesses zu gewährleisten.
- um dank intelligent gestalteter Steuerungsmöglichkeiten (Befehle, Parametrierungen etc.) den Produktionsprozess so energieeffizient als möglich zu halten.
Elektrische Verschmutzungsanzeige des Filters

Über einen integrierten Differenzdruckschalter wird der Verschmutzungsgrad des Filters gemessen und ab einem bestimmten Wert ein Alarm an die Maschine gemeldet.
Schaltbare Abgänge

Maschinenseitig braucht man so viele freie Steuerungscodes (z. B. M-Funktionen) wie schaltbare Hochdruckabgänge gewünscht werden.
Elektrosteuerung
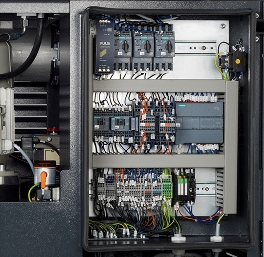
Ständig in Verbindung mit der Maschinensteuerung ist diese speicherprogrammierbare Schaltzentrale das Gehirn des KSS- Hochdrucksystems. Sie überwacht den Füllstand im Reintank, schaltet je nach Bedarf die Hochdruckabgänge sequenziell oder miteinander frei, kontrolliert die Förderpumpe, gibt den Befehl zur automatischen Reinigung des Filters und kommuniziert den Betriebszustand des Gerätes.
Drucksteuerung (mechanisch / elektronisch)

- Druckregler am Hochdruckabgang – die einfachste Form der Drucksteuerung.
- Falls einem bestimmten Werkzeug oder einem Werkzeugrevolver verschiedene, frei über das Maschinenprogramm anwählbare Drücke zur Verfügung gestellt werden sollen, dann ist die Zusammenführung mehrerer Abgänge zu einer bzw. mehreren Hochdruckleitungen in die Maschine die bevorzugte Variante. Die Auswahl erfolgt über freie Steuerungscodes (z. B. M-Funktionen) in der Maschine.
- Als dritte Möglichkeit: Eine stufenlose Einstellung des Drucks direkt über das Maschinenprogramm. Hierzu muss die Steuerung der Werkzeugmaschine in der Lage sein, entsprechende Befehle zu erzeugen.
Frequenzgerichteter Antrieb

Hier wird die Drehzahl des Antriebsmotors der Pumpe verändert. Die Solldrehzahl kann über einen Befehl aus der Maschinensteuerung oder einfach über eine Vorgabe an der Hochdruckeinheit bestimmt werden. Mit dieser Methode lässt sich die Förderleistung den Anforderungen der Zerspanung anpassen. Ihre Grenzen erfährt diese Steuerungsart bei kleinen Drehzahlen, da dort die handelsüblichen Asynchronmotoren in der Leistung sehr stark abfallen.
